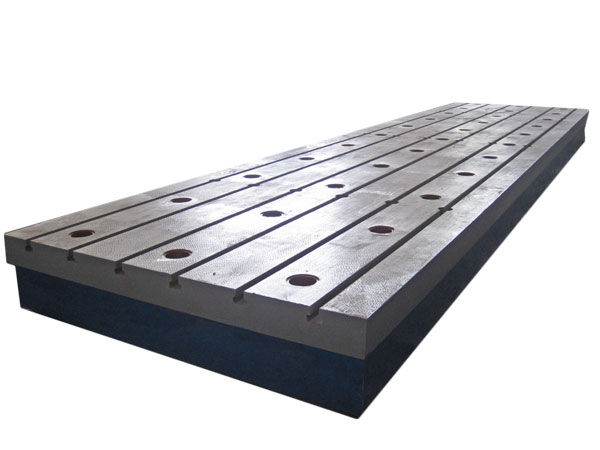
機(jī)床鑄件造型和澆注時(shí)的注意事項(xiàng)
機(jī)床鑄件在整個(gè)過程中最重要的兩個(gè)環(huán)節(jié)就是我們的造型和澆注。機(jī)床鑄件優(yōu)先采用砂型鑄造,原因是砂型鑄造比其它鑄造方法成本低、生產(chǎn)工藝機(jī)械化、生產(chǎn)周期不長(zhǎng)。當(dāng)濕型不能滿足要求時(shí)再考慮使用粘土砂表干砂型、干砂型或其它砂型。機(jī)床鑄件機(jī)床鑄件金屬液的澆注生產(chǎn)中,澆注時(shí)應(yīng)遵循高溫出爐,低溫澆注的原則。
機(jī)床鑄件在壓砂前注意一下幾點(diǎn):表面殘留金剛砂分布不均,如果直接進(jìn)行壓砂,新砂所占的位置不均勻,從而導(dǎo)致平板的切削力大小不均勻;由于平板經(jīng)常壓砂。使得表面硬化,新砂不易壓進(jìn);壓砂平板表面存在劃痕。壓進(jìn)去的砂不容易牢固.修理量塊時(shí)容易跑砂劃傷量塊的表面。若想將金剛砂壓入機(jī)床鑄件,必須有一定的作用力。而平板自重和外加力畢竟是有限的,這個(gè)作用力主要是來自兩平板的吸合力。因此兩平板的吻合性一定要好。所以對(duì)于新制機(jī)床鑄件或大修后的鑄鐵檢驗(yàn)平板的第一次壓砂必須用天然油石或硬質(zhì)合金進(jìn)行打磨以消除表面粗砂。
為確保機(jī)床鑄件質(zhì)量、提高生產(chǎn)率以及做到安全生產(chǎn),澆注時(shí)應(yīng)嚴(yán)格遵守操作要領(lǐng)。
1.澆注人員必須按要求穿好工作服,并配戴防護(hù)眼鏡,工作場(chǎng)地應(yīng)通暢無阻。澆包內(nèi)的金屬液不宜過滿,以免在輸送和澆注時(shí)溢出傷人。
2.澆包、澆注工具、爐前處理用的孕育劑、球化劑等使用前必須充分烘干,烘干后才能使用。
3.為確保機(jī)床鑄件質(zhì)量澆注時(shí)應(yīng)及時(shí)將鑄型中冒出的氣體點(diǎn)燃順氣,以免由于鑄型憋氣而產(chǎn)生氣孔,以及由于氣體的不完全燃燒而損害人體健康和污染空氣。
4.對(duì)于液態(tài)收縮和凝固收縮比較大的機(jī)床鑄件,如中、大型鑄鋼件,澆注后要及時(shí)從澆口或冒口補(bǔ)澆。
5.為提高生產(chǎn)率以及做到安全生產(chǎn),應(yīng)選擇正確澆注速度,即開始時(shí)應(yīng)緩慢澆注,便于對(duì)準(zhǔn)澆口,減少熔融金屬對(duì)砂型的沖擊和利于氣體排出;隨后快速澆注,以防止冷隔;快要澆滿前又應(yīng)緩慢澆注,即遵循慢、快、慢的原則。


鑄件毛坯檢測(cè)相關(guān)知識(shí)
鑄造適用于床身、支架、變速箱、缸體、泵體等形狀較復(fù)雜的零件毛坯,我們生產(chǎn)的鑄鐵平臺(tái)也是通過鑄造而來,符合鑄造行業(yè)的基本規(guī)范。鑄件的制造方法主要有砂型鑄造、金屬型鑄造、壓力鑄造、熔模鑄造、離心鑄造等。較常用的是砂型鑄造。當(dāng)毛坯精度要求低、生產(chǎn)批量較小時(shí),采用木模手工造型;當(dāng)毛坯精度要求較高且產(chǎn)量很........
鑄件規(guī)格標(biāo)準(zhǔn)大全
鑄件規(guī)格涉及到鋼鐵產(chǎn)品、有色金屬產(chǎn)品、焊接、釬焊和低溫焊、航空航天制造用材料、有色金屬、鐵合金、醫(yī)療設(shè)備、長(zhǎng)度和角度測(cè)量、道路車輛裝置、管道部件和管道、乘用車、篷車和輕型掛車、內(nèi)河船、黑色金屬、航空航天制造用零部件、無屑加工設(shè)備。.....
機(jī)床調(diào)整墊鐵有哪些優(yōu)點(diǎn)
機(jī)床調(diào)整墊鐵安裝調(diào)整方便,遷移靈活,不用打洞埋設(shè)地腳螺絲,不破壞地面,是機(jī)床設(shè)備安裝工藝的一大改革。能改善同床動(dòng)態(tài)特性,提高機(jī)床加工精度,具有防震、降低噪音之功能。為設(shè)計(jì)部門解決了因設(shè)備選型困難,造成地面基礎(chǔ)無法確定的矛盾。并通用性廣,適用地面和樓上車間安裝各類機(jī)床與設(shè)備。.....
機(jī)床鑄件的生產(chǎn)工藝
機(jī)床鑄件的生產(chǎn)工藝分為普通水泥沙鑄造工藝和樹脂砂工藝1 水泥沙鑄造工藝水泥沙鑄造工藝:外觀要粗糙一點(diǎn),內(nèi)在要稍差一點(diǎn),因?yàn)樗嗌惩笟庑圆缓茫菀壮鲆恍╄T造的缺陷,比如氣孔、夾渣、包沙、夾雜一些不干凈的氣體。但價(jià)格成本便宜,所以在鑄鐵平臺(tái)方面較為常用。 2 樹脂砂鑄造工藝樹脂砂鑄造工藝:透氣性好,........
鑄件上的缺陷是如何生成的以及如何辨別
鑄件上的缺陷是如何生成的以及如何辨別1、針孔的生成針孔比氣孔小,細(xì)而長(zhǎng),如針狀。針孔主要由氫和氧而生成。氫或以分子狀態(tài)存在,或以原子狀態(tài)存在。以分子狀態(tài)存在時(shí)如鋼有足夠的氧化亞鐵,則氫與氧化亞鐵的氧化合而成水蒸氣,這種水蒸氣可以直接生成針孔,也可以作為針孔的核心,周圍的氫向其擴(kuò)散,聚集而長(zhǎng)大,終于生成針孔。以原子狀態(tài)存在時(shí),則溶解于鋼水中,隨著溫度下降,氫被析出,并迅速擴(kuò)散,或擴(kuò)散至已有核心處,聚集長(zhǎng)大或擴(kuò)散至已有析出氧的地方,與氧化合而成水蒸氣,從而生成針孔。在所有情況下,氫的擴(kuò)散都受到相鄰金屬.....
機(jī)床用封閉式調(diào)整墊鐵標(biāo)準(zhǔn)
機(jī)床用封閉式調(diào)整墊鐵(簡(jiǎn)稱墊鐵)廣泛適用于各類金屬切削機(jī)床。良好的減振和相當(dāng)?shù)拇怪睋隙龋箼C(jī)床穩(wěn)定于地面。節(jié)省安裝費(fèi)用,縮短安裝周期。可根據(jù)生產(chǎn)隨時(shí)調(diào)換機(jī)床位置,消除二次安裝費(fèi)用,使機(jī)床樓上安裝成為可能。可以調(diào)節(jié)機(jī)床水平,調(diào)節(jié)范圍大、方便、快捷。.....
機(jī)床工作臺(tái)的安裝方法
安裝機(jī)床工作臺(tái)分別為:地錨器安裝、地腳螺栓安裝,支架安裝,墊鐵安裝。1、地錨器安裝:鑄鐵機(jī)床工作臺(tái)可以設(shè)計(jì)地錨器安裝,首先用戶根據(jù)鑄鐵機(jī)床工作臺(tái)的圖紙做好地基和預(yù)留孔,然后把地錨器放到提前設(shè)置的預(yù)留孔里,將機(jī)床工作臺(tái)調(diào)整水平位。內(nèi)容:安裝機(jī)床工作臺(tái)分別為:地錨器安裝、地腳螺栓安裝,支架安裝,墊鐵安裝。1、地錨器安裝:鑄鐵機(jī)床工作臺(tái)可以設(shè)計(jì)地錨器安裝,首先用戶根據(jù)鑄鐵機(jī)床工作臺(tái)的圖紙做好地基和預(yù)留孔,然后把地錨器放到提前設(shè)置的預(yù)留孔里,將機(jī)床工作臺(tái)調(diào)整水平位。2、地腳螺栓安裝:機(jī)床工作臺(tái).....
劃線平臺(tái)鑄件采用消失模進(jìn)行鑄造
消失模鑄造技術(shù)作為一種鑄件近靜形成形方法,近年來得到了快速發(fā)展。在國外由于機(jī)械化、自動(dòng)化消失模鑄造生產(chǎn)線的陸續(xù)建成投產(chǎn)及所產(chǎn)生的顯著的經(jīng)濟(jì)和社會(huì)效益,使消失模鑄造技術(shù)顯現(xiàn)出強(qiáng)大的生命力。前一段時(shí)間我國的消失模鑄造技術(shù)應(yīng)用雖然進(jìn)展緩慢,但在近幾年得到了快速發(fā)展。特別是由于消失模鑄造設(shè)備投資少、工藝路線短,許多原有的中小鑄造企業(yè)也越來越多地采用該項(xiàng)技術(shù)。但是,有些企業(yè)對(duì)一些操作問題未能加以重視,使得在生產(chǎn)過程中出現(xiàn)了一些問題,對(duì)劃線平臺(tái)鑄件的質(zhì)量產(chǎn)生了很大影響。消失模鑄造采用負(fù)壓干砂振動(dòng)造型,.....